


天然二水石膏(CaSO4.2H2O)是用途廣泛的、再生的、可循環利用的綠色自然資源,用天然二水石膏生產的建筑石膏(β-CaS…


工業副產石膏主要是指煙氣脫硫石膏和磷石膏、檸檬酸石膏、氟石膏等,一般為二水石膏(CaSO4.2H2O)形態;應用比較多的…

鈣基脫硫劑在脫硫中應用比較普遍,常用的鈣基脫硫劑有石灰、消石灰、電石渣、石灰石和白云石等。鈣基脫硫劑來源廣、原…

水泥、鋼渣微粉、水泥熟料、水泥原料以水運為主,需要在海岸邊或碼頭建散裝水泥中轉站,與工廠內水泥儲庫不同,有中轉…
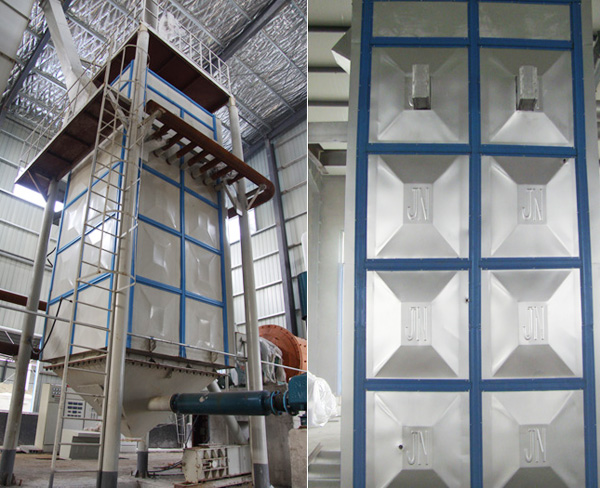
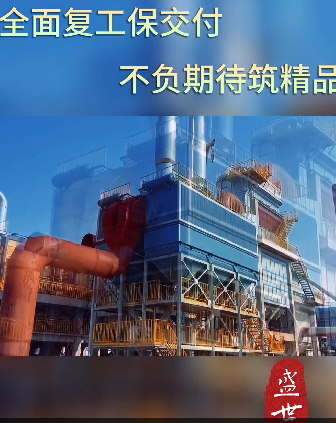
XLDSL系列煅燒爐是我公司產品,該設備主要應用流體化技術廣泛用于天然石膏(CaSO42H2O)及工業副產石膏(磷石膏、脫硫…
天然二水石膏(CaSO4.2H2O)是用途廣泛的、再生的、可循環利用的綠色自然資源,用天然二水石膏生產的建筑石膏(β-CaS…
工業副產石膏主要是指煙氣脫硫石膏和磷石膏、檸檬酸石膏、氟石膏等,一般為二水石膏(CaSO4.2H2O)形態;應用比較多的…
鈣基脫硫劑在脫硫中應用比較普遍,常用的鈣基脫硫劑有石灰、消石灰、電石渣、石灰石和白云石等。鈣基脫硫劑來源廣、原…
水泥、鋼渣微粉、水泥熟料、水泥原料以水運為主,需要在海岸邊或碼頭建散裝水泥中轉站,與工廠內水泥儲庫不同,有中轉…
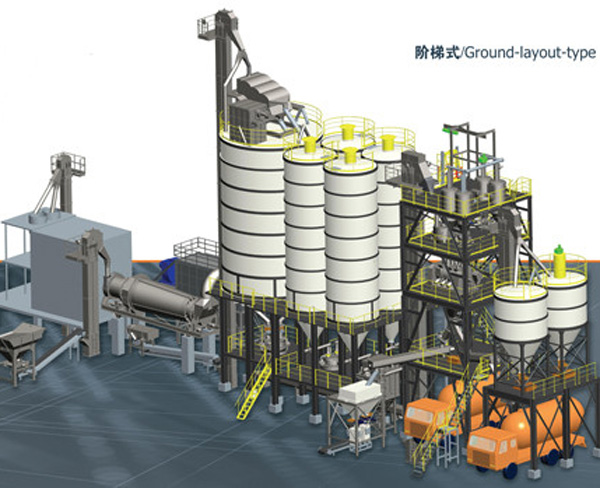
干混砂漿是水硬性混合砂漿,是一種新型建筑材料,是指經干燥篩分處理的骨料(如石英砂)、無機膠凝材料(如水泥、石膏)…
XLDSL系列煅燒爐是我公司產品,該設備主要應用流體化技術廣泛用于天然石膏(CaSO42H2O)及工業副產石膏(磷石膏、脫硫…

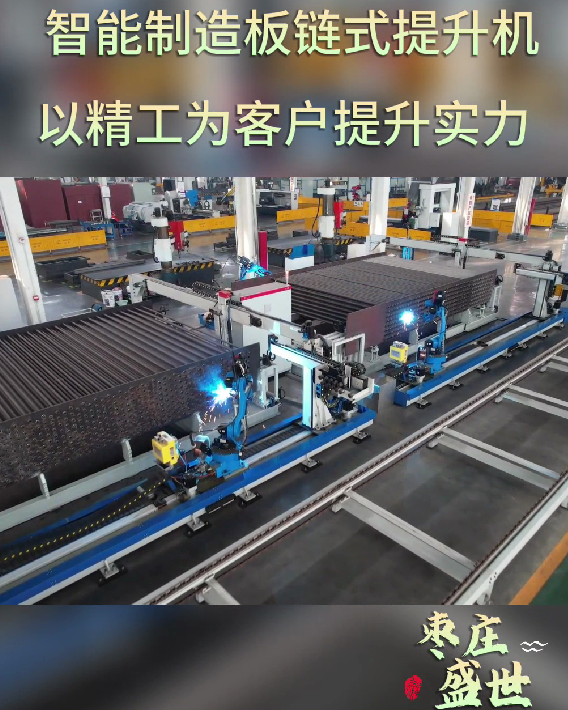
NE系列板鏈式提升機是本公司引進國外同類產品先進技術開發的節能產品,這類板鏈式提升機已廣泛應用于建材、化工等行業…

NSE提升機是我公司開發的一種新型垂直提升設備。在NE提升機基礎上進行改進,具有更高的提升范圍及更大的輸送能力,在各…

PPW系列氣箱式脈沖袋收塵器綜合分室反吹和噴吹脈沖清灰各類袋收塵器的優點,克服了分室反吹清灰強度不夠,噴吹脈沖清灰…

XMC型脈沖單機除塵器是我公司消化吸收國內外同類產品經改進后設計而成的小型袋式除塵器。除塵器采用脈沖噴吹的清灰方式…

山東省棗莊市臺兒莊工業園

xianluojixie@163.com/xianluojx@vip.163.com

0632-6685018/6685068



















 國內生產咨詢
國內生產咨詢